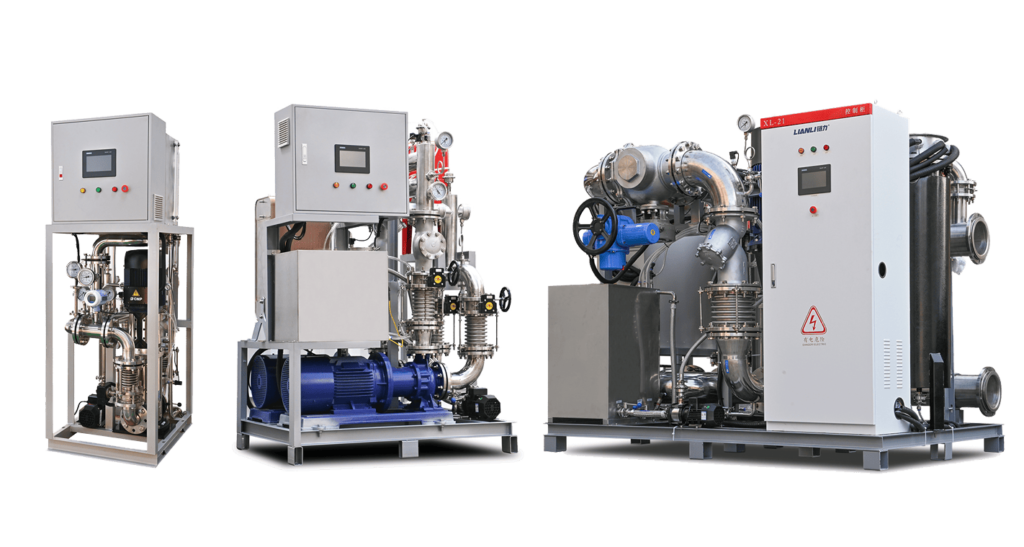

11 intelligent monitoring and control functions
Automatic make-up water, pressure monitoring, automatic pressure relief, power monitoring, temperature monitoring, automatic frequency modulation, flow rate monitoring, water level monitoring

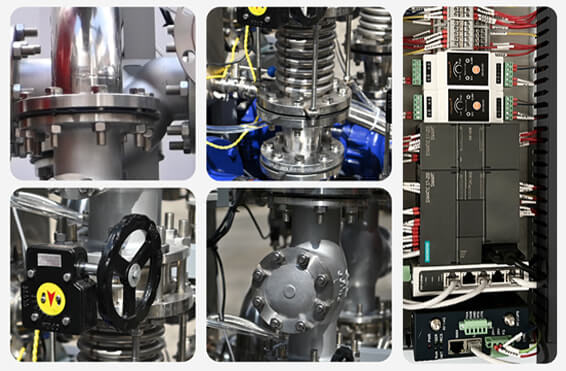
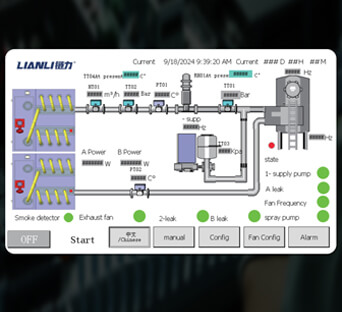
Global Top 100 Supply Chain Components
The components are all from world-renowned brands in various fields, such as Siemens control unit, ABB inverter, Nan Pump (multi-stage centrifugal pump), Schneider, etc.

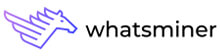
Superior materials and exquisite craftsmanship
Pipe material of the same grade as SMS and DS. All installed and debugged by more than ten experienced hardware engineers.
Self-developed software system
Software system + PLC + Industrial Internet of Things,data can be synchronized locally, on the web, and on the app in real time
Top-quality components
Collaborate with top suppliers in various fields worldwide to provide quality assurance from the source. Building a high-quality Bitcoin mining system

Professional technical team
Numerous structural, hardware, software engineers, and liquid cooling experts provide round the clock service, professional advice, technical guidance, and after-sales service